联系汇利

18602088061
联系人:潘工
传真:0769-81838018
邮箱:jin.fu-01@163.com
地址:东莞市石碣镇四村雅苑路 11号
CNC加工中刀具补偿的问题
- 来源:admin
- 发布日期:2018-12-18
- 浏览:
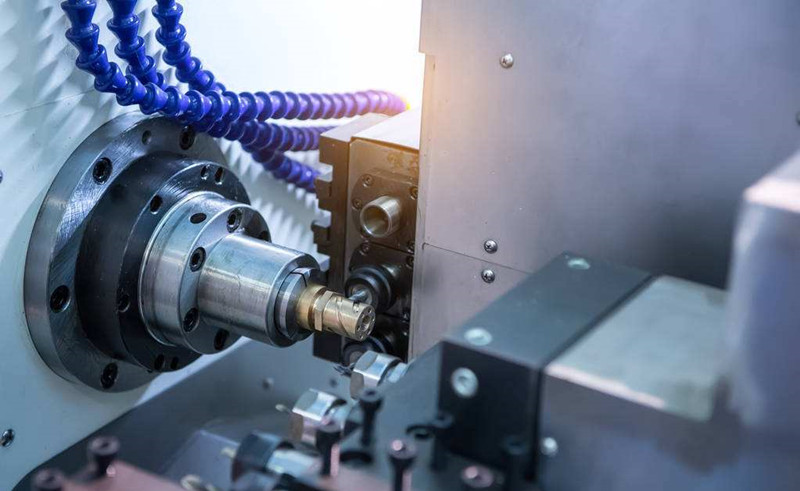
一般CNC加工通常是指精密机械加工、CNC加工车床、CNC加工铣床、CNC加工镗铣床等。CNC加工具备的原则:简化加工程序;CNC加工具备的优点:加工质量稳定,加工精度高;CNC的具备的优势:CNC加工路线的确定。
CNC加工(CNC Machining) 数控加工是指用数控的加工工具进行的加工。CNC指数控机床由数控加工语言进行编程控制,通常为G代码。数控加工G代码语言告诉数控机床的加工刀具采用何种笛卡尔位置坐标,并控制刀具的进给速度和主轴转速,以及工具变换器、冷却剂等功能。
在cnc加工中心进行数控加工时,由于刀具磨损、重磨或者更换新刀时,编制的加工程序中有关刀具的参数会发生变化,其刀具运行轨迹会发生变化,如不及时进行调整会影响工件最终的加工精度。如重新计算刀心轨迹,并修改程序。这样不仅耗时费力而且错误率极高,最便捷的方法调用CNC数控系统的刀具半径补偿功能,工件编程时我们只需要根据工件的轮廓编制加工程序,系统会自动计算刀心轨迹,使刀具偏离工件轮廓一个半径值。即使在刀具参数发生变化是,只需更改具体的刀具参数,无需更改整个加工程序。这极大的提高了加工中心的加工效率。
一、关于刀具半径补偿的建立、撤销
简单来说,刀具半径补偿分为刀具半径左补偿和右补偿两种。分别用G41和G42进行定义。沿刀具前进方向当刀具中心轨迹位于零件轮廓右边时,称为刀具半径右补偿;反之称为刀具半径左补偿。
1、刀具半径补偿的建立
刀具半径补偿的建立是在刀具从起刀点以进给速度接近工件时,刀具中心轨迹从与编程轨迹重合过渡到与编程轨迹偏离一个刀具半径值的过程。由G41进行刀具半径左补偿;由G42进行刀具半径右补偿。
2、刀具半径补偿的取消
刀具半径补偿的取消与建立刀具半径补偿的过程类似,在工件最后一段刀具半径补偿轨迹加工完成后,刀具撤离工件,回到退刀点,在这个过程中应取消刀具半径补偿,其指令用G40进行定义。退刀点也应位于零件轮廓之外,距离加工零件轮廓退出点较近,可以与起刀点相同,当然也可以不相同。
二、关于CNC加工刀具半径补偿输入时的注意事项
刀具半径补偿量的变化一般在加工中心加工一段时间后出现。对连续的程序段,当刀具半径补偿量变化时,某一程序段终点的矢量要用该程序段指定的刀具补偿量进行计算。
在进行数控程序的编制时,一般我们把刀具的半径补偿量在补偿代码中输入为正值,如果把刀具半径补偿量设为负值时,在走刀轨迹方向不变的情况下,则相当于把数控程序中的补偿位置指令,G41和G42互换,有可能出现加工中心原本进行工件外侧的加工变为内侧加工,出现意想不到的问题,所以半径补偿输入时一定要注意着两种补偿方向的设置。
- 上一篇:浅析东莞钣金加工开拓市场的前景
- 下一篇:数控车床加工之CNC加工常用刀具的特点

