联系汇利

18602088061
联系人:潘工
传真:0769-81838018
邮箱:jin.fu-01@163.com
地址:东莞市石碣镇四村雅苑路 11号
东莞钣金加工厂的加工流程介绍
- 来源:admin
- 发布日期:2019-06-25
- 浏览:
东莞钣金加工厂家的加工动作方面跟其它地区的没什么多大的差异,但是在加工过程中所使用的技术和流程是有不用的。为什么这么认为呢?具体情况如下:
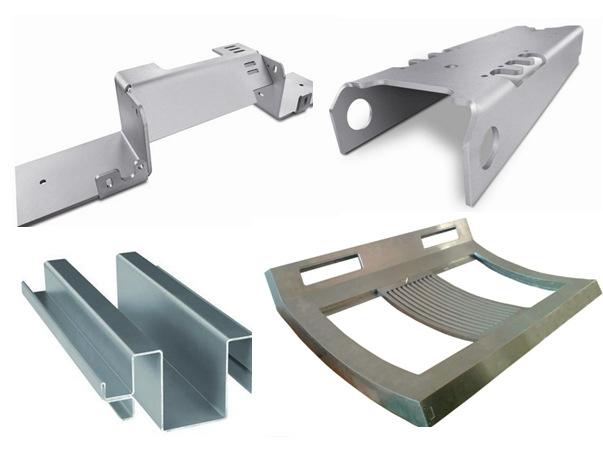
一般来说,东莞钣金加工厂的加工流程主要有三个:剪、冲/切、折。
一、第一步是下料(也称落料)工序。一般现场工人会根据技术部门供给的展开图,经过剪板机从大块板材上剪切得到适宜尺寸的零件原料。若是冲床,则必须考虑夹钳的死区。下料结束后,工人会在每块原料的外表用记号笔标记料号。也有部分工厂没有此加工步骤,直接在标准板材上排版,然后直接冲压/切割加工。
二、然后原料会被送到数控冲床/切开机,进行冲孔/切开工序。在此工序,需要为被加工的零件编制NC(Numerical Control )代码。现在大多数机床厂商都会供给自动编程软件(国内的厂商简直都是跟国外的此类软件公司协作,进行OEM出售,因而它们并没有自己的软件研制队伍),因而极大地方便了编程工程师。冲压/切开编程工程师所要考虑的因素是板材利用率、刀具、功率、精度等问题。冲压/切开完成后,零件便被去除微连接,接着将被送到折弯机折弯。
三、 在折弯工序,主要考虑的是刀具挑选、折弯次序、折弯补偿、折弯干涉等。一般也会有折弯编程软件随机出售,可是国内大部分数控折弯机仍是人工编程,往往过多的依托老师傅的经历,另一方面,国内的制造工艺要求相对于国外来说还有必定的间隔,因此功率却并没有进步,数控折弯机的功能没有发挥到极至。
如果以上三个流程在钣金加工过程中出现加工变形的问题我们该如何解决?
一般在冷却过程中钣金加工变形跟淬火介质的种类、冷却性能、淬硬性等因素有关,这时就要通过改变介质的黏度、温度、液面压力、使用添加剂、搅拌等进行调节。淬火油的黏度越高,温度越高,椭圆形变形越小。在静止状态下,变形较小。
在锻件热处理中钣金加工变形跟摆放的方式有关,这是就要一是尽可能垂直吊挂,二是垂直放在炉底部,三是用两点水平支撑,支点位置处于全长的三分之一与四分之一之间,四是平放于耐热钢工装上。
除了以上提到的三种东莞钣金加工厂在加工过程中的流程外,还有一些如焊接、打磨、喷漆、组装、包装等工序。
- 上一篇:影响数控冲床加工效率的检修方法
- 下一篇:钣金加工中五金冲压件出现凹凸问题如何解决

